一、定义与分类
吸塑药包全称药用 / 医用吸塑包装,是以医疗级热塑性塑料片材为原料,通过真空 / 压力热成型(吸塑) 工艺制成的药品、医疗器械初级包装,分为两类:
- 药用泡罩包装(PTP):用于片剂、胶囊等固体制剂,即常见 “铝塑板”
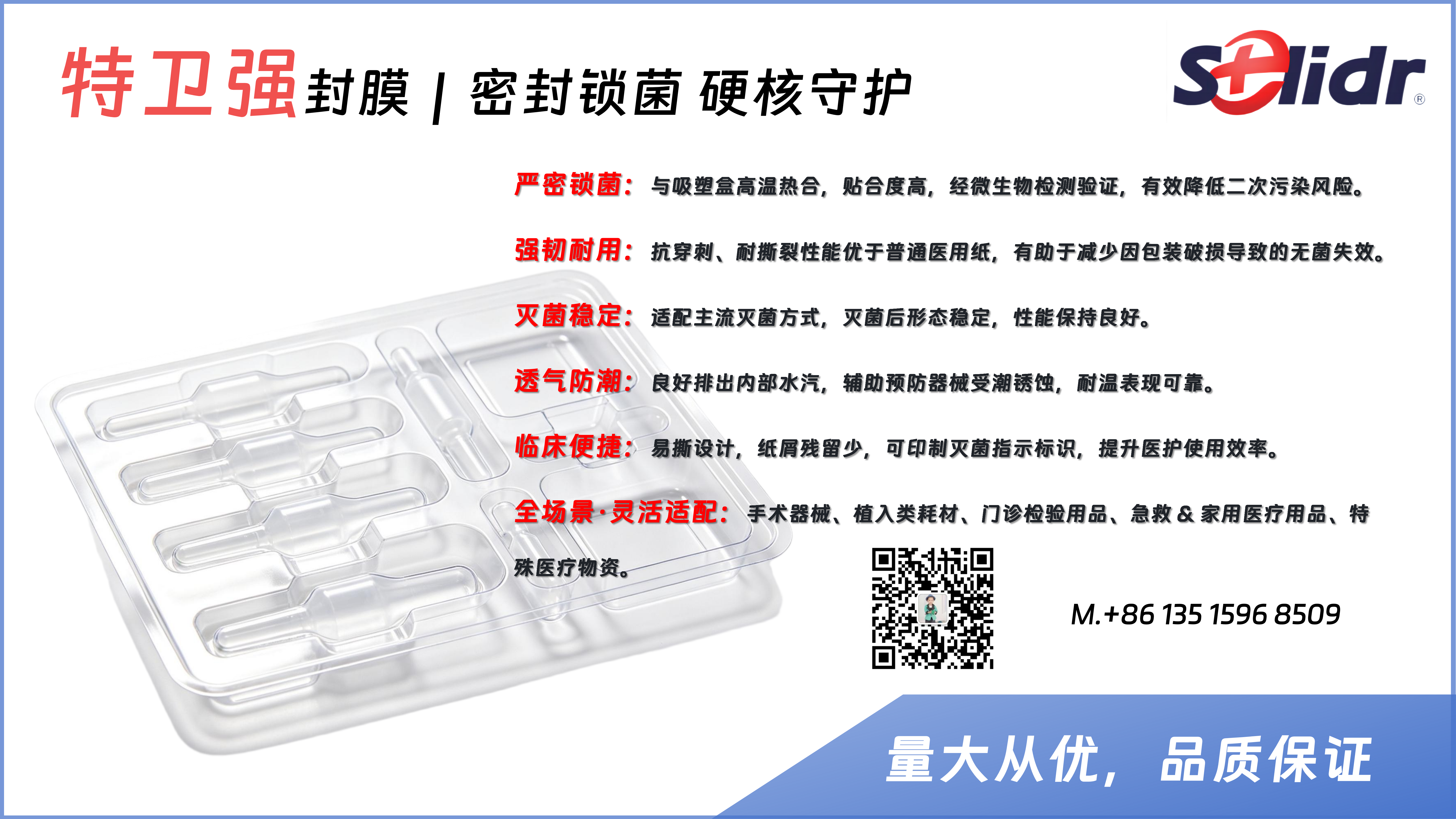
- 医用无菌吸塑包装:用于医疗器械(含植入 / 医美器械)的无菌托盘、吸塑盒
二、核心合规标准
- 药品包装:《中华人民共和国药典 2025 年版 药品包装用塑料材料和容器指导原则》
- 医疗器械吸塑包装:YY/T 0698.1—2011、BB/T 0059—2012
- 无菌包装通用:ISO 11607-1/-2、GB/T 19633.1
- 生物相容性:ISO 10993 系列
三、核心原材料
| 材料 | 适用场景 | 关键特性 | 公开来源 |
|---|---|---|---|
| 医用 PVC | 普通固体制剂泡罩 | 成本低、易成型;阻隔性一般 | 中国医药包装协会《2023 年度医药包装产业发展报告》 |
| PETG | 医疗器械无菌吸塑盒 | 耐灭菌、不发白、韧性好 | YY/T 0698.1—2011 |
| 医用 PP | 耐高温灭菌吸塑包装 | 可耐受 121℃/134℃灭菌 | BB/T 0059—2012 |
| PVC/PVDC 复合 | 高阻隔固体制剂 | 阻氧 / 阻湿性能优异 | 公开材料性能手册 |
四、标准工艺流程(行业通用,无文献争议)
- 原材料检验:核查生物相容性、重金属、易氧化物、氯乙烯单体等指标
- 片材上料与预热:去除水分,避免成型气泡
- 加热软化:红外 / 热风加热至材料玻璃化转变温度以上
- 真空 / 压力吸塑成型:负压 / 正压使片材贴合模具
- 冷却定型:风冷 / 水冷至热变形温度以下
- 裁切 / 冲切:成型品与废料分离
- 清洁与洁净处理:控制初始污染菌
- 热合封口:药品配铝箔、医疗器械配 Tyvek / 医用盖材
- 灭菌(仅医疗器械):EO / 伽马 / 湿热灭菌
- 成品检验与入库
五、关键工艺参数
- 加热温度
- PVC:80–120℃
- PETG:100–130℃
- PP:90–110℃
- 成型真空度:-0.06 ~ -0.1 MPa
- 冷却要求:冷却至 60℃以下,防止变形
- 热合参数:温度 120–180℃、压力 0.2–0.5 MPa、时间 0.5–2 s(依材料调整)
- 洁净要求:生产车间万级洁净度,初始污染菌≤10 CFU / 件
六、质量控制要求
- 物理性能:尺寸公差 ±0.1 mm;壁厚均匀度误差≤5%
- 密封性能:无泄漏、无虚封、无通道,通过亚甲基蓝染色试验
- 化学性能:易氧化物≤1 mL;氯乙烯单体≤1 μg/g
- 灭菌残留:EO 灭菌残留≤1 ppm
- 生物相容性:无细胞毒性、无致敏、无刺激